43
Selbstverständlich können noch weitere Stoß-
richtungen untersucht werden. Genauso
könnte man fordern, dass alles Strategien
gleichzeitig angegangen werden. Aber die
Praxis zeigt, dass sich die Unternehmen häu-
fig auf bestimmte Schwerpunkte konzentrie-
ren müssen, auch weil ihre technischen Kapa-
zitäten nicht für alles reichen. In Abbildung 2
werden mögliche Folgen für die beschriebe-
nen Strategien in den vier kostenträchtigen
Bereichen aufgeführt.
Der Maßstab für die Auswirkungen der Kos-
tensenkungsstrategien besteht immer in den
Zahlen der Istanalyse aus Abbildung 1. Für die
Dauer der Wirkungen muss im Einzelfall je-
weils eine Annahme getroffen werden. Für die
untersuchten Maßnahmen könnte z. B. ein
Zeitraum von 3 Jahren angesetzt werden, wo-
bei auch unterschiedliche Zeiträume realis-
tisch sein können. Der Zeitraum ist wichtig,
weil die notwendigen Anfangsinvestitionen
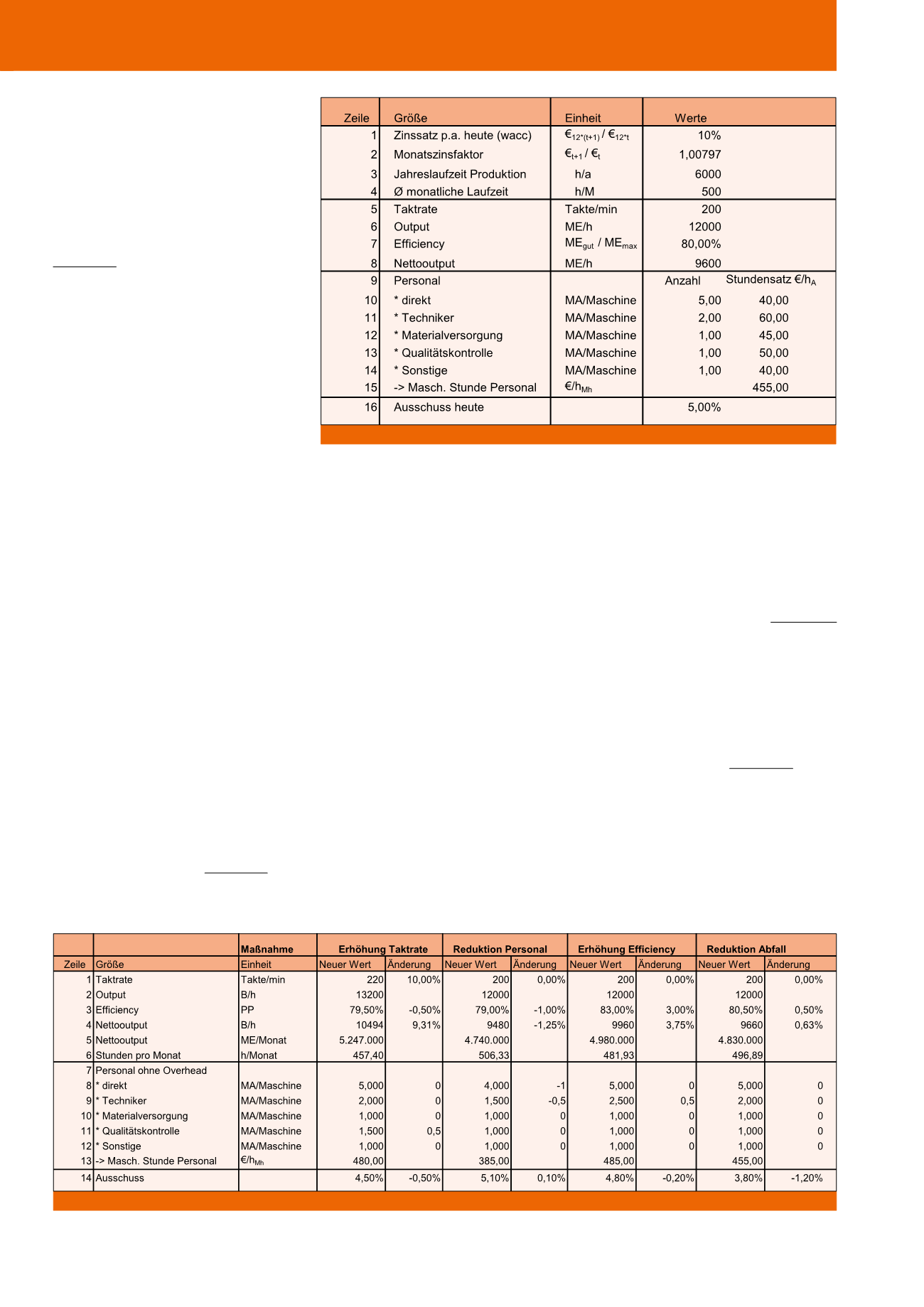
letzten Zeile ein aktueller Ausschuss von 5%
angenommen, der sich aus Anfahr- und Ab-
fahrverlusten, laufenden Verlusten, Entnahmen
für die Qualitätskontrolle, Qualitätsproblemen
usw. zusammensetzt.
Aufstellung und Bewertung der
Verbesserungsstrategien
Auf dieser Basis können nun Verbesserungs-
strategien entwickelt werden. Aus der Vielzahl
von Möglichkeiten sollen 4 Strategien heraus-
gegriffen werden, die zunächst isoliert geprüft
werden sollen:
a) Erhöhung der Taktrate zur Mengen
steigerung
b) Personalreduktion durch Automatisierung
und bessere Organisation
c) Erhöhung Efficiency durch Verbesserung
anfälliger Maschinenstationen
d) Reduktion Abfall/Ausschuss
mehr verhindert werden kann (vgl. zu dieser er-
weiterten Sichtweise der Sunk Cost Hoberg
(2014), S. 1 ff.). Im Englischen werden Probleme,
die durch das Nichterkennen von Sunk Cost
auftreten, als Sunk Cost Fallacy bezeichnet
(Berk/deMarzo/Harford, S. 261 ff.). Die für die
Untersuchung relevanten Beispielsdaten sind in
Abbildung 1 zusammengefasst.
Zinssatz und Monatszinsfaktoren sind notwen-
dig, weil eventuelle Investitionen zu Zinsbelas-
tungen führen. Es wird von einem 3-Schichtbe-
trieb ausgegangen, bei dem durchschnittlich
500 Stunden pro Monat produziert wird (Zeile
4). Die Anlage möge maximal 200 Stück pro
Minute produzieren können, was bei einer Ef-
ficiency von 80 % einem stündlichen Output
von 9.600 ME/h entspricht (Zeile 8). Wenn dies
mit den monatlichen Arbeitsstunden multipli-
ziert wird, erhält man die monatliche Produkti-
onsmenge mit 4.800.000 ME/Monat. Wenn
die Anlagen nach Durchführung der Maßnah-
men schneller geworden sind, kann dement-
sprechend kürzer gearbeitet werden, so dass
dadurch auch weniger Personalkosten anfallen.
Eine eventuell mögliche Vermarktung zusätzli-
cher Ausbringungsmengen wird nicht betrach-
tet, müsste im konkreten Fall aber geprüft wer-
den. In jeder Schicht werden insgesamt 10 Mit-
arbeiter benötigt, wovon die Hälfte (Zeile 10)
direkt an der Maschine arbeitet. Für jeden Qua-
lifikationstyp sind die Kosten pro Anwesen-
heitsstunde angegeben. Hierbei ist es wichtig,
den zweiten Lohn angemessen zu berücksichti-
gen (vgl. Hoberg (2015a). Die personalbeding-
ten Kosten pro Maschinenstunde in €/hMh be-
laufen sich dann auf 455 € (Abbildung 1, Zeile
15), und das unabhängig von der tatsächlichen
Ausbringungsmenge. Schließlich wird in der
Abb. 1: Produktionsdaten in der Ausgangssituation (Beispiel)
Abb. 2: Beispiel für Verbesserungsstrategien
CM Juli / August 2019


