18
MES-Daten als Basis des
Produktionscontrollings
Anhand des in Abbildung 3 dargestellten Ab-
laufschemas wird deutlich, wie wichtig die
MES-Daten für das Produktionscontrolling sind.
Die Kalkulation der Artikel benötigt zu Beginn
die Vertriebsmengen und Bedarfszeiträume. Je
feingranularer diese dargestellt werden können,
desto besser ist naturgemäß die spätere Kos-
tenkalkulation. Unter anderem können dabei
Rüsthäufigkeiten, Losgrößen und Kapazitäts-
bedarfe hergeleitet werden.
Diese Mengen
werden als Planaufträge in das MES-Sys-
tem eingespielt
, in dem auch die Fertigungs-
varianten (Arbeitspläne) hinterlegt sind. Da ein
Artikel auf mehreren Maschinen gefertigt wer-
den kann, stellt sich die Frage, welche Ferti-
gungsvariante davon die Beste ist. Diese
Opti-
mierungsaufgabe wirft eine der zentralen
Fragen des Controllings in Zeiten von In-
dustrie 4.0 auf
, da Arbeitspläne mit Ferti-
gungsabläufen und Maschinenzuordnungen
nicht mehr ex-ante determiniert sind und dies
zu einer komplexen Kalkulationsaufgabe führt.
8
Optimierungsansatz ist hierbei die Minimierung
der Produktionskosten, welcher sich in der Re-
duktion der variablen Kosten widerspiegelt. So-
mit gilt es, insbesondere
die Personaleinsatz-
zeit in der Produktion zu minimieren
. Die
Personaleinsatzzeit ist das Produkt aus dem
benötigten Personal und der Zeit, die zur Ab
arbeitung des Auftrags benötigt wird. Würden
nur die Vorgabe- bzw. Sollwerte, die durch
REFA-Erhebungen ermittelt werden, als Be-
rechnungsgrundlage herangezogen, so würde
im Produktionsablauf immer ein 100%iges Ge-
lingen ohne Abweichungen vorausgesetzt wer-
den.
Die Herausforderung ist also nun, die
Abweichung vom ermittelten Optimum durch
die BDE (Betriebsdatenerfassung) automati-
siert aus dem MES-System zu ermitteln.
Artikelspezifische OEE-Kennzahl
Für Formen der Verschwendung kommen im
Produktionscontrolling verschiedene Kenn-
zahlen, wie z. B. die
OEE (Overall Equipment
Effectivness) zur Messung der Produktivi-
tät einer Anlage
, die durchschnittliche
Durchlaufzeit
oder auch die
Kernzeit/
herzuleiten, um daraus einerseits valide Make-
or-Buy-Entscheidungen ableiten zu können
und andererseits eine sinnvolle
Normalkos-
tenkalkulation (auf Basis der vergangen-
heitsbezogenen Daten)
aufzubauen und
diese einer Ist-Kostenrechnung gegenüberzu-
stellen, um Ineffizienzen herauszustellen und
entsprechend reagieren zu können. Die
Schwierigkeit in der Ausgangslage bestand
folglich nicht in der Identifikation der Gemein-
kosten, sondern wie häufig in deren Verteilung.
Als Lösung des Problems bot es sich an, das
MES-System zu nutzen. Bei der Einführung
des Systems stand jedoch nicht die Nutzung
der Daten für das Controlling im Fokus, so dass
hier Fehler zu korrigieren und Ergänzungen
notwendig waren. Diskrepanzen bestanden in
der richtigen
Zuordnung von Stillstandzei-
ten
in die jeweiligen Betriebsmittelkonten
(BMK) und
fehlerhaften Arbeitsplänen
. Wei-
terhin war die
Rückmeldequalität der Wer-
ker
schlecht, da diese nicht laufend kontrolliert
und für Rückmeldungen an diese Mitarbeiter-
gruppe genutzt wurde. Parallel hierzu musste
die
Kostenstellenstruktur wesentlich ver-
feinert
werden. Waren ursprünglich in der ge-
samten Produktion nur drei Kostenstellen ein-
gerichtet, verzehnfachte sich diese Anzahl im
Zuge des Ausbaus des Produktionscontrollings
auf Basis des MES-Systems. Ein wesentlicher
Grund hierfür sind
die vielen unterschiedli-
chen Maschinen
, welche in Alter, technischer
Ausstattung und Kosten sehr stark voneinan-
der divergieren und aufgrund der Anforderung
an die Datengrundlage zu eigenen Verrech-
nungsobjekten wurden.
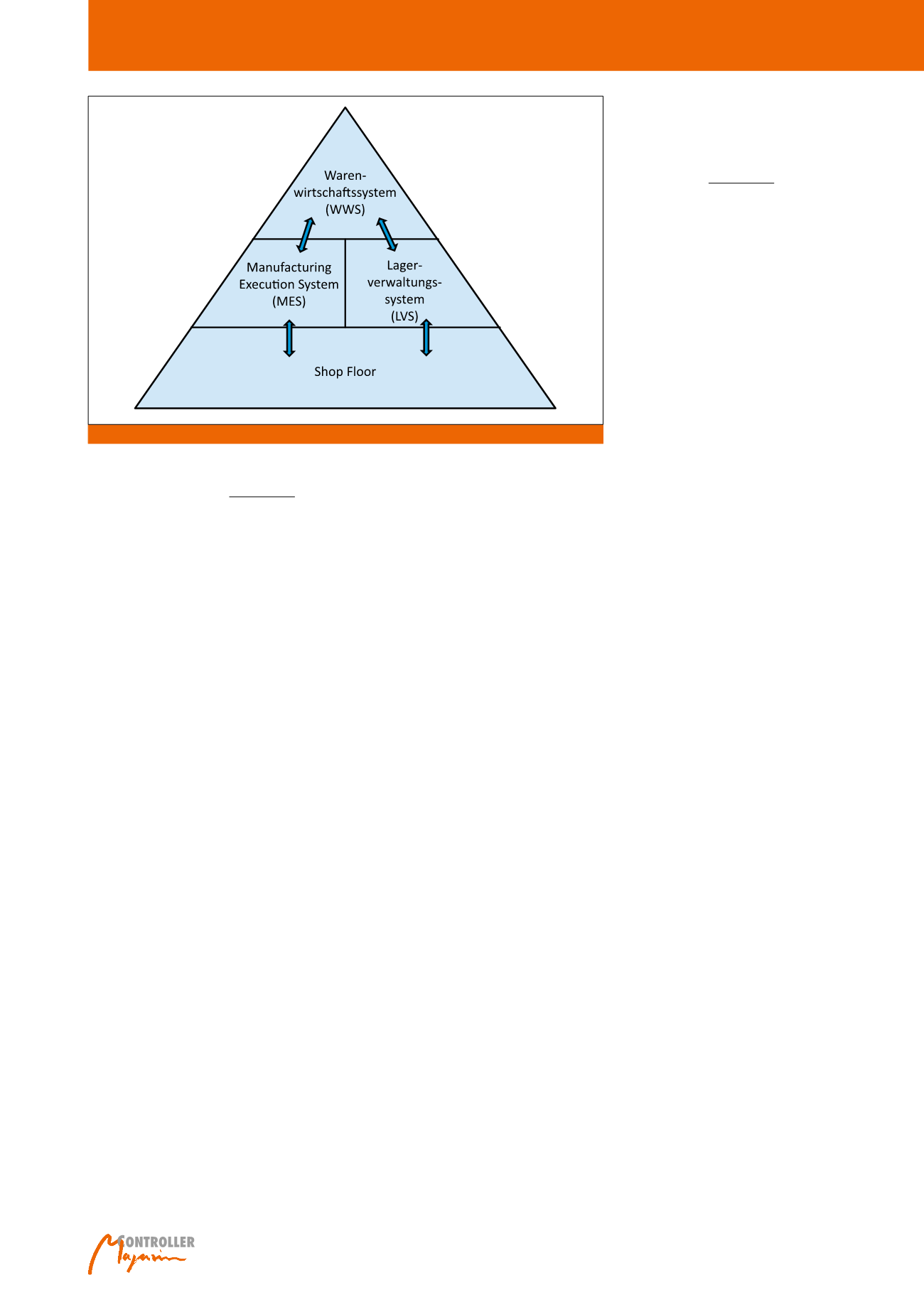
Als Grundlage der Aufgaben im Produktions-
controlling stehen, wie in Abbildung 2 darge-
stellt, ein eigenprogrammiertes
Warenwirt-
schaftssystem (WWS)
, darunter ein
Lager-
verwaltungssystem (LVS)
sowie ein
Manu-
facturing Execution System (MES)
aus dem
Hause der
MPDV
7
, führender Anbieter von
MES-Lösungen, zur Verfügung. Das
MES-Sys-
tem HYDRA
wurde zunächst mit den Modulen
Betriebs- und Maschinendatenerfassung (BDE,
MDE) sowie einem Leitstand (HLS) eingeführt
und später um die Module Werkzeug- und Res-
sourcenmanagement (WRM), Personaleinsatz-
planung (PEP) und das Eskalationsmanage-
ment (ESK) erweitert.
Ausgangsbasis und Ausbau des
Produktionscontrollings
Motivation des Produktionscontrollings bei DE-
GRO ist es, Transparenz über die bestehenden
Prozesse zu schaffen, Kostentreiber und Ineffizi-
enzen zu identifizieren, um die Produktionskos-
ten nach dem Verursacherprinzip ermitteln zu
können und das
optimalerweise auf der Basis
vergangenheitsbasierender Daten aus dem
Shop-Floor-Bereich
. In der Ausgangssituation
wurden Kosten zwar nach Personaleinsatzzeit
berechnet, aber es erfolgte keine verursa-
chungsgerechte Zuordnung von Rüstwechselzei-
ten und anderen Gemeinkosten, sondern diese
wurden lediglich per Gießkannenprinzip verteilt.
Zielsetzung soll es aber sein, eine möglichst
verursachungsgerechte Verteilung aller Kosten
Abb. 2: IT-Landschaft der DEGRO (Auszug) als Basis des Produktionscontrollings
Controlling in Zeiten von Industrie 4.0


