30
eher sinken, wenn die größere Anlage präziser
arbeitet. Nur wenn sie aufgrund der hohen Ver-
arbeitungsgeschwindigkeit ein höherwertiges
Material benötigen würde, könnte man sich
Kostensteigerungen vorstellen. Als Beispiel sei-
en Verpackungskosten genannt. Bei manueller
Verpackung kann ein sehr einfacher Karton ge-
wählt werden; wenn jedoch bei höherer Leis-
tung eine automatische Verpackung notwendig
wird, so benötigt die Anlage Kartonzuschnitte
von definierter Qualität, die teurer sein können.
Unterschiedlicher Energieverbrauch
Eine Möglichkeit geringerer Energiekosten pro
Mengeneinheit Output entsteht dann, wenn
kleinere modernere Anlagen deutlich weniger
Energie pro Mengeneinheit verbrauchen als äl-
tere große. Normal ist das Gegenteil. Als Bei-
spiel seien Fahrzeuge betrachtet, bei denen
zwar mit der Größe auch die Kraftstoffkosten
steigen, aber nur unterproportional, so dass die
Kosten pro Passagierkilometer
sinken. Ein
größerer Bus verbraucht bei ähnlichem Fahr-
profil (insb. Geschwindigkeit) nicht viel mehr
Diesel als ein kleinerer, kann aber mehr Perso-
nen befördern, so dass pro Person und Kilome-
ter geringe Stückkosten entstehen.
Zur Kalku-
lation sind die folgenden Typen von Kosten
zu unterscheiden:
·
Die
zurückgelegte Strecke
, gemessen in
km: Diese führt beim Bus zu weitgehend
gleichen Kosten pro Kilometer. Abweichun-
gen gibt es dann, wenn z. B. aufgrund von
Staus unterschiedliche Dieselverbräuche an-
fallen. Pro Personenkilometer fallen die Kos-
ten mit wachsender Auslastung des Busses.
·
Anzahl Fahrten:
Solange der Bus alle Passa-
giere mitnehmen kann, bleiben die Energie-
kosten für eine Fahrt weitgehend gleich. Ein
Nachteil der Fernverkehrsbusse liegt in der
begrenzten Kapazität. Viel mehr als 70 Pas-
sagiere lassen sich kaum befördern. Es müss-
ten dann weitere Busse eingesetzt werden.
Erhöhte Energiekosten pro Kilometer fallen also
beim gleichen Verkehrsmittel (hier
Fernreise-
bus
) nur selten an. Aber wenn man viel größere
Einheiten wählt, dann kann dies passieren. Ein
Zug mit vielen Hundert Passagieren müsste ei-
gentlich dramatisch weniger Energie pro Person
verbrauchen, was aber nicht der Fall ist. Bei je-
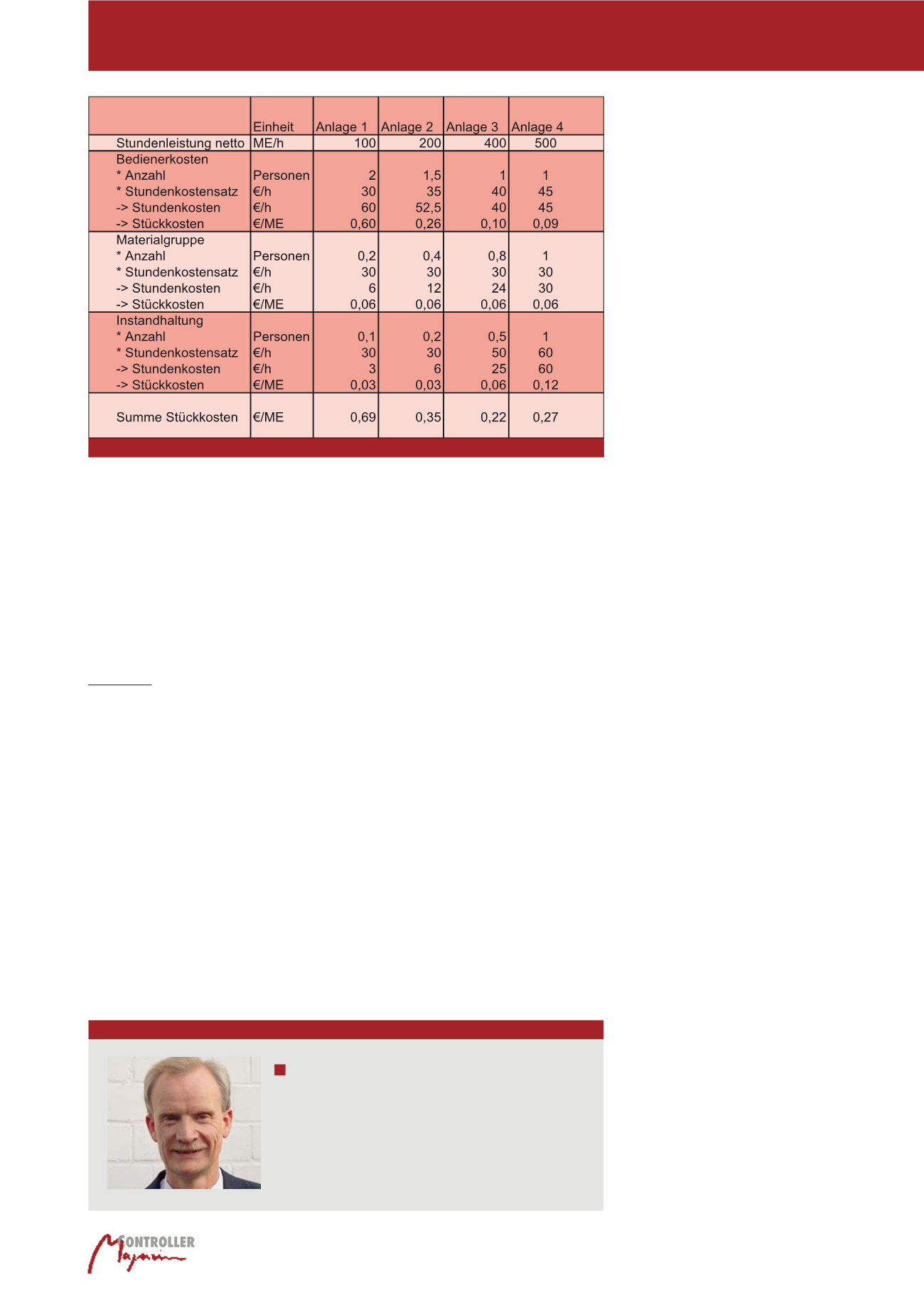
Materialnachschub:
Für die Versorgung der
Maschinen mit Material ist angenommen, dass
sie rein leistungsabhängig ist.
Instandhaltung:
Die schnellen und komplizierten Maschinen be-
nötigen mehr und kompliziertere Wartung und
Reparaturen.
Die Anzahl der Personenstunden ist nun mit dem
Personalkostensatz zu multiplizieren. Dieser ergibt
sich, indem alle Personalkosten – also auch die
für den zweiten Lohn – berücksichtigt werden
(vgl. zur betriebswirtschaftlich fundierten Kalku-
lation der Personal-Stundensätze z. B. Hoberg
(2016), S .1 ff.). In der Gesamtschau der letzten
Zeile zeigt sich für die Daten des Beispiels,
dass
die vollautomatische Maschine nicht die ge-
ringsten Personalstückkosten hat, weil sie
teure Spezialkräfte für die Wartung erfordert.
Die Stückkostenfunktion steigt also wieder an.
Unterschied in den Materialkosten
Bei den Materialkosten pro Stück (in €/ME)
würde man erwarten, dass sie relativ gesehen
wachsender Anlagengröße. Im Extremfall blei-
ben sie sogar gleich, wenn jeweils nur eine Per-
son zur Bedienung der Anlage oder zum Fahren
eines Fernreisebusses benötigt wird. Umge-
kehrt kann der Fall auftauchen, dass größere
Anlagen Spezial-Knowhow erfordern. Wenn
diese
Spezialmitarbeiter sehr teuer
oder
nicht ausgelastet sind, können die Personal-
kosten der größeren Anlage höher sein wie
Abbildung 5 zeigt.
Die Maschinen sind nach steigender Leistung
geordnet. Von der halbautomatischen Anlage
1 bis zur Hightech-Anlage 4. In der ersten
Zeile ist die stündliche Nettoausbringungs-
menge angegeben, also nicht die Nominal-
leistung, sondern jene, welche wirklich er-
reicht werden kann.
Es werden 3 Kategorien von Personalkos-
ten betrachtet.
Bedienungskosten: Für die
kleine wenig automatisierte Anlage ist ange-
nommen, dass sie 2 Bediener benötigt. Die au-
tomatisierten Anlagen können dagegen von ei-
ner Person bedient und überwacht werden.
Autor
Prof. Peter Hoberg
lehrt als Professor für Betriebswirtschaftslehre an der Fach-
hochschule Worms. Auf Basis einer 15-jährigen Erfahrung in in-
ternationalen Unternehmen beschäftigt er sich insb. mit Themen
des Controllings und der Investitionsrechnung. Schwerpunkt
seines Interesses ist die Verbindung von Theorie und Praxis.
E-Mail:
Abb. 5: Entwicklung von Personalstückkosten bei wachsender Maschinengröße
Strukturbruch in Stückkostenfunktionen


