6
nert werden
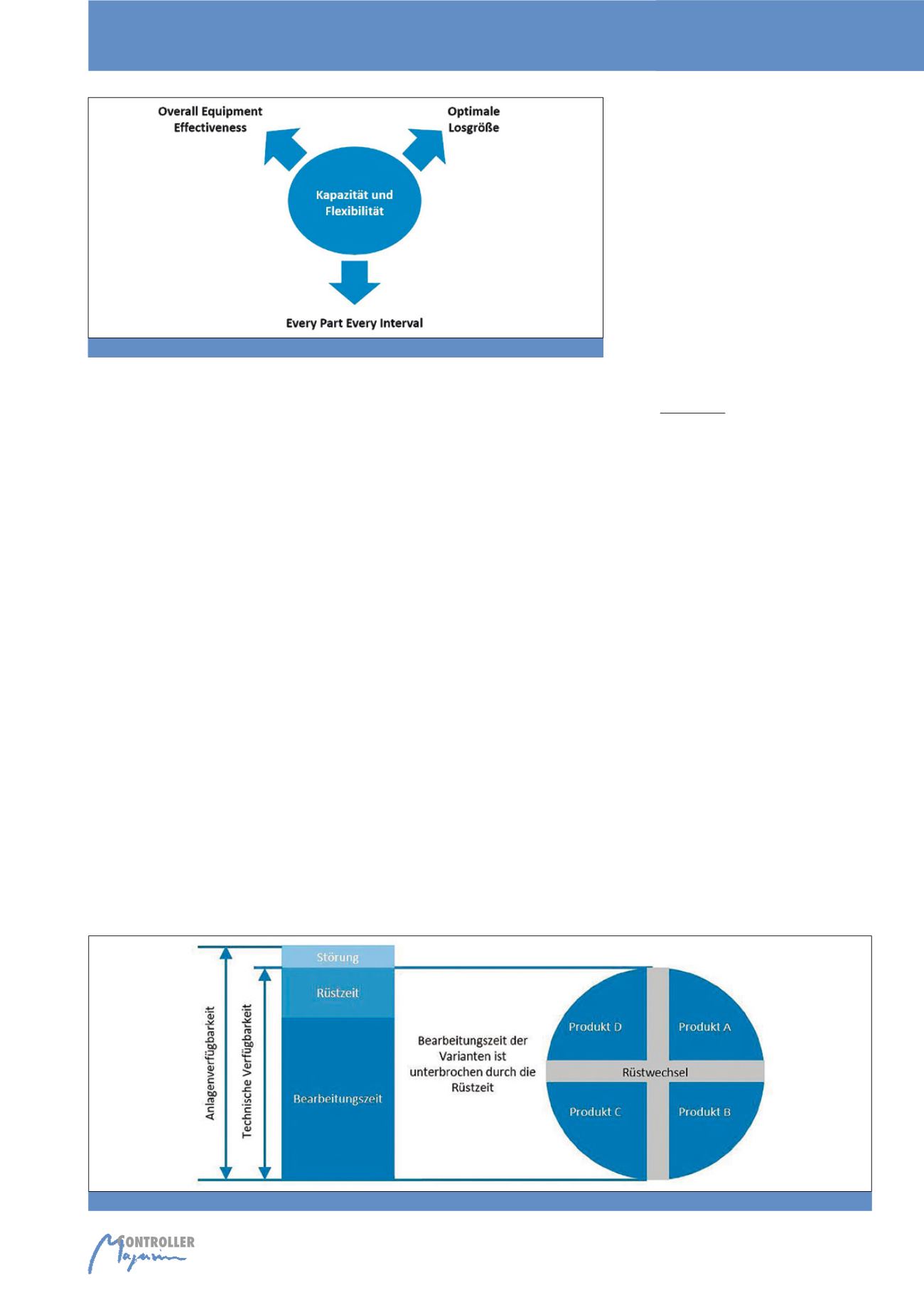
. Stehen beispielsweise der Pro-
duktion in einem Drei-Schichtbetrieb am Tag
24 Stunden zur Verfügung und die Herstellung
aller täglich notwendigen Varianten dauert 20
Stunden, so verbleiben zunächst vier Stunden
für das Umrüsten. Unter Berücksichtigung ei-
ner Gesamtanlageneffektivität von 90% ver-
mindert sich die zur Verfügung stehende Be-
triebszeit um 2,4 Stunden und verringert die
Zeit zum Rüsten auf 1,6 Stunden pro Tag.
Wenn das Unternehmen vier verschiedene
Produktvarianten herstellt, darf die Rüstzeit
demnach nicht mehr als 24 Minuten betragen,
um den täglichen Bedarf abdecken zu können
(siehe Abbildung 5).
Die Kennzahl EPEI kann beispielhaft wie folgt
errechnet werden: Es liegen ein Gesamtbedarf
von 178:41:00 Stunden und 13 verschiedene
Varianten vor. Zur Verfügung stehen neun Pro-
duktionsmaschinen mit einer täglichen Kapazi-
tät von 216:00:00 Stunden. Unter Berücksich-
tigung einer Gesamtanlageneffektivität von
73,1% verringert sich die tägliche Kapazität auf
157:53:46 Stunden. In Abhängigkeit von der
gesamten Rüstzeit von 4:10:07 Stunden und
den zugrunde liegenden 13 Produktwechseln
liegt der EPEI bei 1,47 Tagen. Daraus geht her-
vor, dass das Unternehmen 1,47 Tage benötigt,
um den Tagesbedarf herzustellen.
Optimale Losgröße
Die (wirtschaftlich) optimale Losgröße wird we-
sentlich von den Rüstzeiten beziehungsweise
-kosten beeinflusst. Sie bildet folglich einen wich-
tigen
Indikator zur Bewertung der Optimie-
rung
. Das bekannte Modell zur Losgrößenopti-
effektivität ist jedoch die betrachtete Branche.
So weisen in der Regel Anlagen der Serienpro-
duktion eine höhere Effektivität als Maschinen
für Einzelproduktionen auf.
Grundlage der OEE-Ermittlung sollten die im
Betriebsdatenerfassungssystem protokollierten
Verlustarten sein. Nur so ist gewährleistet, dass
die erhobenen Daten wahr und aktuell sind.
Durch einen abschließenden Zeitreihenver-
gleich kann dann beobachtet werden, wie die
drei Faktoren Verfügbarkeits-, Leistungs- oder
Qualitätsgrad zur Verbesserung des OEE beige-
tragen haben.
Every Part Every Intervall
Die Kennzahl Every Part Every Interval (EPEI)
misst die Flexibilität der Fertigung. Sie gibt an,
wie lange es unter den gegebenen Bedingun-
gen dauert, bis alle Varianten einmal produ-
ziert worden sind. Je kleiner der EPEI, desto
geringer die Bestände des Unternehmens und
umso größer dessen Flexibilität.
Zur Reduzie-
rung des EPEI müssen Losgrößen verklei-
Dafür werden drei wesentliche Einflussgrößen
miteinander multipliziert. Der
Verfügbarkeits-
grad
erfasst maschinenabhängige Ausfälle,
etwa durch Anlagenstörungen sowie Rüst- und
Einrichtungszeiten. Maschinenunabhängige
Ausfälle sind beispielsweise auf fehlendes Ma-
terial oder Werkzeuge zurückzuführen. Der
Leistungsgrad
wird durch kurzfristige Störun-
gen beeinflusst, die sich beispielsweise durch
verkantete Werkstücke oder verminderte Takt-
zeit ergeben. Der
Qualitätsgrad
verringert sich
durch nachzubessernde Produkte sowie An-
laufschwierigkeiten nach einem Serienwechsel
oder zu Schichtbeginn. Die genannten Verlust-
quellen stellen unmittelbare Anknüpfungspunk-
te für gezielte Optimierungsmaßnahmen dar.
Häufig werden Leistungsreserven der Produkti-
on erst durch OEE-Ermittlung aufgedeckt.
Die
Gesamtanlageneffektivität
wird als Pro-
zentwert ausgegeben und kann maximal 100%
betragen. Werte unter 65% weisen auf ein er-
hebliches Maß an Verschwendung hin. Das In-
tervall von 90 % bis 99 % in den einzelnen
Komponenten stellt einen Idealwert dar. Maß-
geblich für die Bewertung der Gesamtanlagen-
Abb. 5: Every Part Every Interval (EPEI)
Abb. 4: Zielgrößen zur Rüstzeitoptimierung
Rüstzeitoptimierung


