86
anderen Teil der Materialien gegenseitig neutrali-
sieren, sodass der Zielbestand einer größeren
Menge an Artikeln der Summe der Zieldurch-
schnittsbestände der Einzelartikel entspricht.
Die Referenzwerte für Zieldurchschnittsbe-
stand, Bestandsobergrenze und Bestandsun-
tergrenze ermittelt man aus den Bestandsver-
läufen, wie sie sich aus den idealtypischen Ver-
läufen der Artikel-Bestands-Konten ergeben.
Zielbestände aus einer idealen
Welt zu ermitteln ist falsch
Die Eckwerte des Zielbestandsmanagements
aus einer solchen idealen Welt zu berechnen
greift aber zu kurz und führt zu unrealistischen
Referenzwerten.
Letztlich kann auch das leistungsfähigste Dis-
positionsregelwerk nicht sicherstellen, dass bei
allen Artikeln immer die richtigen Dispositions-
vorschläge durch das ERP-System erarbeitet
werden. Dispositionsregelwerke und ERP-Sys-
teme können bei der Berechnung von Bestell-
oder Fertigungsvorschlägen nur auf den Infor-
mationen aufsetzen, die im ERP-System abge-
bildet sind.
Viele Informationen, über die Fertigungssteue-
rer und Disponenten verfügen, sind im ERP-
System gar nicht hinterlegt, z. B.:
·
dass ein Lieferant vorübergehende Liefer-
schwierigkeiten hat,
·
ein Alternativlieferant momentan besonders
günstige Preise bietet,
·
in der Fertigung eine Anlage ausgefallen ist,
·
der Vertrieb mit einem wichtigen Kunden
wegen eines kurzfristigen Großauftrags in
Verhandlungen steht,
·
es laufende Bedarfsverschiebungen gibt,
die dazu führen können, dass eine gestern
notwendig erscheinende und durchgeführte
Bestellung heute nicht mehr erforderlich
wäre, usw.
Diese und ähnlich geartete Informationen wer-
den in den wenigsten Fällen detailliert hinterlegt
und können beim Erstellen von Dispovorschlä-
gen somit auch nicht berücksichtigt werden.
Erfahrungsgemäß darf man davon ausgehen,
dass in Handelsunternehmen ca. 70-80% der
Dispositionsvorschläge ohne erforderliche An-
passungen von Mengen oder Terminen durch
die Anwender übernommen werden können.
Bei Produktionsunternehmen dürfte die Rate
etwa 10-20% geringer sein.
Ein gewisser Anteil an Dispositionsvorschlä-
gen, aber eben nur ein gewisser Anteil, muss
deshalb von den Anwendern
hinsichtlich
Mengen, Terminen, Lieferanten, Produkti-
onsanlagen oder ähnlichem angepasst
werden.
Aus den zukünftigen idealen Be-
standsverläufen entsprechend der Dispositi-
onseinstellungen des ERP-Systems Referenz-
werte zu generieren muss in dieser Situation
zwangsläufig scheitern.
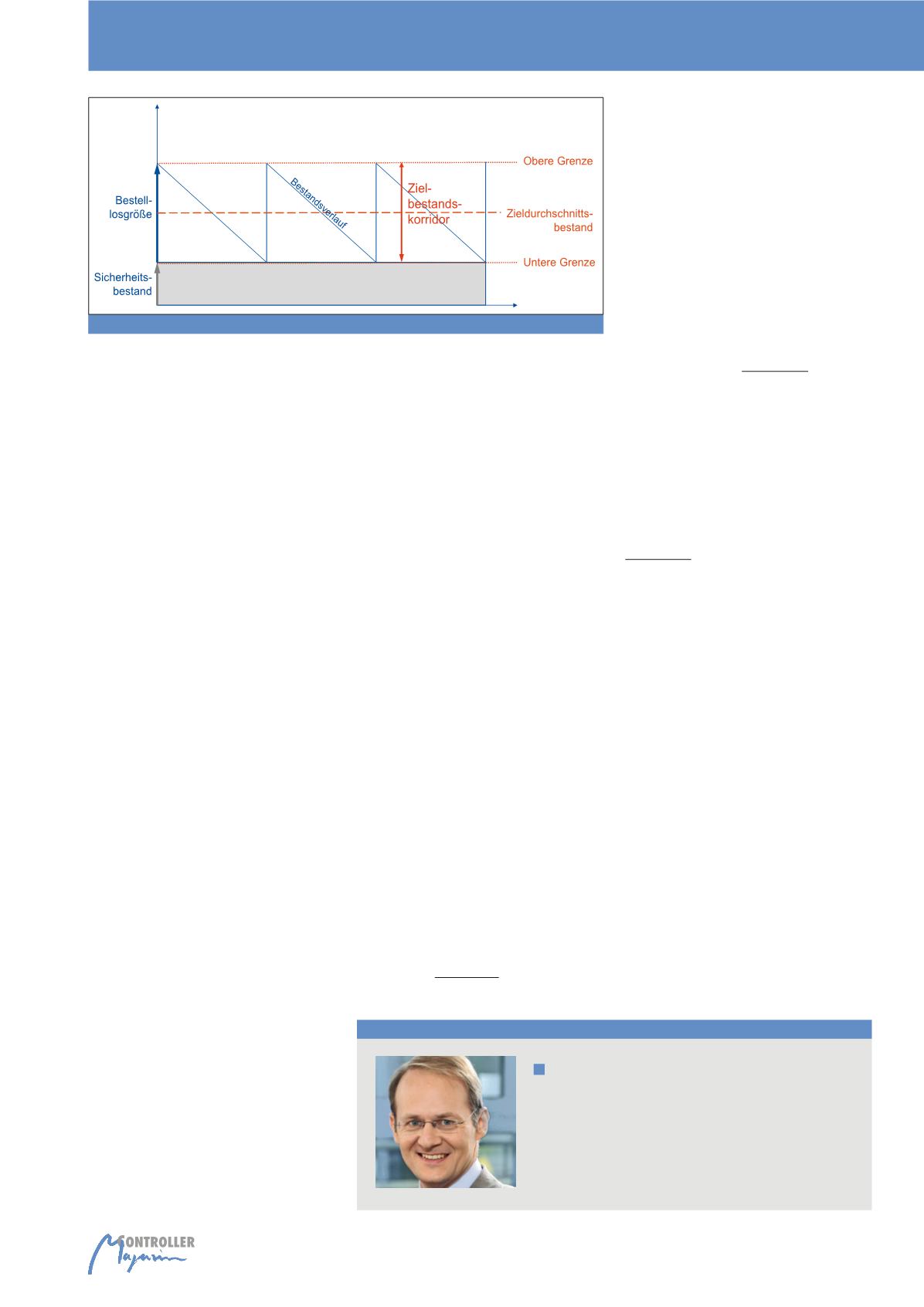
Ein solcher, in Abbildung 1 dargestellter Säge-
zahnverlauf, der niemals den Sicherheitsbe-
stand angreift, zeigt sich in der Praxis allenfalls
für den zukünftigen planerischen Bestandsver-
lauf, wie er sich beim Blick in die Artikel-Be-
standskonten darstellt. Obwohl es die meisten
ERP-Systeme nicht bieten, ließe sich daraus
noch recht einfach ein idealtypischer Zieldurch-
schnittsbestand errechnen.
Schwieriger wird es schon mit dem Referenz-
wert der oberen Bestandsgrenze. Diese lässt
sich normalerweise auch bei der idealtypischen
Betrachtung nicht als einfacher horizontaler
Wert darstellen. Wie Abbildung 2 zeigt, stellt
sich bei einer realen Planungssituation für die
zukünftigen planerischen Bestandsverläufe
eine schwankende Obergrenze ein.
Die theoretische Bestandsuntergrenze hinge-
gen, die in der planerischen Zukunftsbetrach-
tung allenfalls innerhalb der Wiederbeschaf-
fungszeit unterschritten wird, ergibt sich, wie
Abbildung 2 ebenfalls zeigt, aus dem Sicher-
heitsbestand. Diese Bestandsuntergrenze ist in
der Praxis völlig unrealistisch. Der Sicherheits-
bestand dient ja gerade dazu,
einen Teil der
planerischen Unsicherheiten in Form von
unerwarteten Bedarfen, zu geringen oder
verspäteten Lieferungen oder Ausschuss-
raten abzufangen.
Ein Sicherheitsbestand steht immer in Relation
zu einem geforderten Lieferbereitschaftsgrad.
Dieser beträgt allgemein weniger als 100%,
was nichts anderes besagt, als dass der Sicher-
heitsbestand in der Praxis nicht nur angegriffen
wird, sondern gelegentlich sogar auf Null fallen
darf (!). Ein Sicherheitsbestand, der nie ange-
griffen wird, ist praxisfern; Entsprechendes gilt
für den Sicherheitsbestand als Bestandsunter-
grenze im Zielbestandsmanagement.
In Summe lässt sich festhalten: Das klassische
Zielbestandsmanagement
bildet seine Refe-
Autor
Prof. Dr.-Ing. Dipl.-Wirt.-Ing. Götz-Andreas Kemmner
ist geschäftsführender Gesellschafter der Unternehmensbera-
tung Abels & Kemmner GmbH in Herzogenrath/Aachen und
Honorarprofessor für Logistik und Supply Chain Management
an der Westsächsischen Hochschule Zwickau.
E-Mail:
Abb. 1: Meldebestandssteuerung
Dispositions-Controlling


